





 VANTAGE Windows & Doors
VANTAGE Windows & Doors
 Roofing Industries
Roofing Industries

 dormakaba
dormakaba
 XLam Cross Laminated Timber Panels
XLam Cross Laminated Timber Panels
 SPAX
SPAX



 Bates Surfaces
Bates Surfaces Case Studies
Case Studies
 JESANI
JESANI
 Aero
Aero















 NEW
NEW
When it was built, the original warehouse was unusual for its time; the steel mezzanine floor a first in the city. Working with a unique design and on such an unusual original building meant the project needed the right people and materials from the start: NZWOOD, Cook Brothers Construction and Placemakers Mt Wellington fitted the bill.
Dave Handley, Cook Brothers Construction Project Manager in charge of the site, says achieving the high-spec industrial look came down to the quality of the workmanship and the materials.
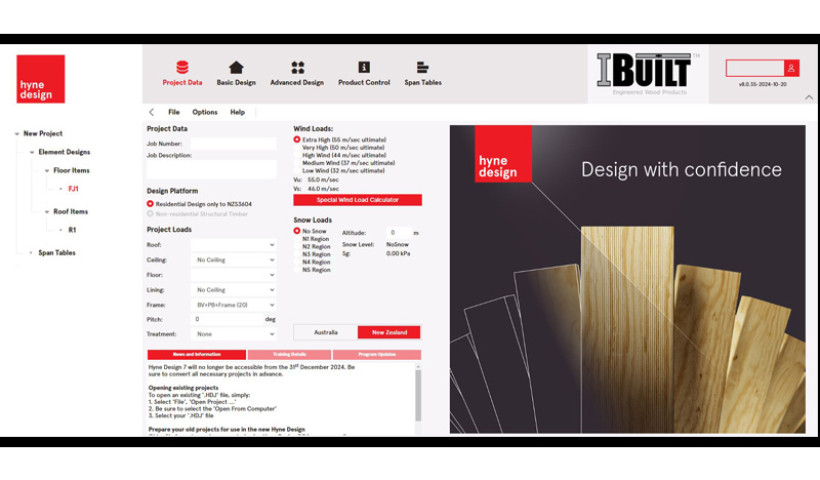
"The joists were all left exposed underneath the mezzanine floor, and the plywood was spec’d to be a polyurethane finish." This made the finish of the wood all important, which is why they chose I-Built LVL 90 (laminated veneer lumber) and 21mm CD structural plywood from NZWOOD. Plywood sheet sizes were chosen carefully to fit the joist layout, with NZWOOD working closely with Cheshire to achieve the most efficient result.
"NZWOOD could offer a superior grade — it just had a better look about it," says Dave Handley. Cook Brothers also found that NZWOOD’s products were "outstanding" in their consistency. "There was no B-grade product there. This is natural product so normally there’d be some with knots which you’d have to put in less obvious places in the building. But this was all superior-grade finish — good, clean-looking timber."
The product’s function also impressed the construction team, exceeding the engineer testing. Andrew Mortimer, structural engineer with Morconsult Ltd, is now an LVL enthusiast. "NZWOOD’s LVL has depth, thickness and a reliable strength, much better than ordinary pine. You can’t get the thickness from logs that you get from laminated veneer lumber. They look good as well."
Structural engineer Rob Harwood was impressed by the exceptional fire rating of the NZWOOD system. "The project required a special rating solution — the flexibility of NZWOOD system of LVL solid joists of 90mm thick, the plywood protected with fibre cement sheets achieved this. The LVL gave the right char rating by adjusting the thickness of the floor joists."
With the fit-out designed to be as eco-friendly as possible, proven chain of custody was important to the spec team and one of the deciding factors. That NZWOOD can follow their products from the soil where the trees are grown to the manufacturing process was impressive, particularly since their chain of custody is certified by the Forest Stewardship Council (FSC) and PEFC. Their EWPAA-certified J–Ply plywood is also sourced from 100% legal forests with top environmental credentials and the lowest emissions.
To top it all off, Handley says it was the team at NZWOOD that really stood out. "Their focus on customer service was a huge help to a complex project with relatively short time frames — their part of the project was completed in an impressive 4 weeks. They’re just good to deal with. They were able to supply the material in a tight time frame and they go the extra mile; Bill and the other guys came down with a dozen sheets and he was able to tell us which ones came from which mills, and the finishes we were able to get."
Add to that NZWOOD’s follow-up service and it's no wonder the Cook Brothers team is happy to recommend them. "They really care about making sure everything’s working, that you’ve got the right products and that you have everything you need."

 Popular Products from New Zealand Wood Products Ltd
Popular Products from New Zealand Wood Products Ltd


 Most Popular
Most Popular

 Popular Blog Posts
Popular Blog Posts